Осередки – окремі групи працівників або машин, які створені для підтримання постійного потоку. Це передбачає безперервну послідовність процесів, де немає надвиробництва та затримок.
Як і багато інших методологій та практик Lean, виробничі осередки почали застосовуватися завдяки виробничій системі Toyota в кінці 1950‑х років. Вони є частиною концепції Точно в строк: рух товарів, матеріалів і послуг відбувається лише тоді, коли це необхідно для робочого процесу.
Осередок працівників в офісі – це група навчлених спеціалістів, які підготовлені для швидкого вирішення ряду задач або роботи з певними клієнтами.
Різниця між традиційним конвеєром і U‑образним осередком
Типовий конвеєр – це послідовність станків, в якій сировина перетворюється в готову продукцію.
Матеріал перебуває певний час на станку, поки виконується ряд завдань. Оператори закріплені за певною робочою станцією або кількома. Зазвичай станки на конвеєрі розміщені у вигляді прямої лінії. Сировина надходить з одного кінця і у вигляді готової продукції залишає конвеєр з іншого кінця.
U‑образні осередки є більш гнучкими при змінах попиту і рівня виробництва у порівнянні з традиційними конвеєрами.
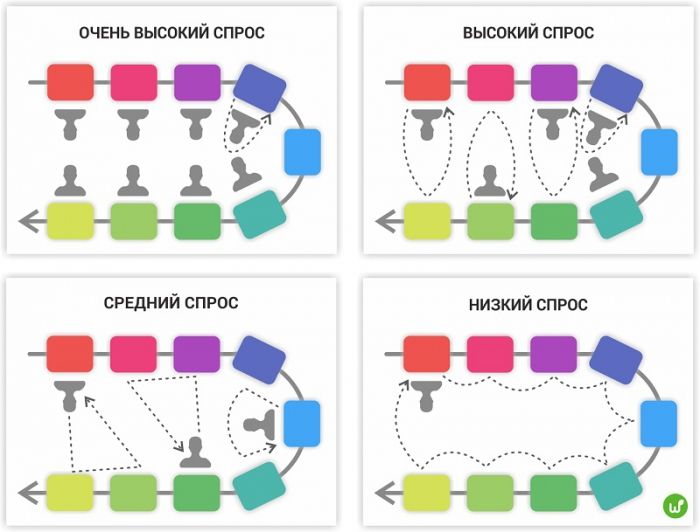
На малюнку нижче ми бачимо, як при дуже високому попиті оператор прикріплений до кожного станку. Зменшення попиту (високий, середній і низький) дозволяє скорочувати кількість працівників до 5, потім 3 і навіть до 1.
Рух «сировина-готова продукція» відбувається з обох сторін U‑образного конвеєра
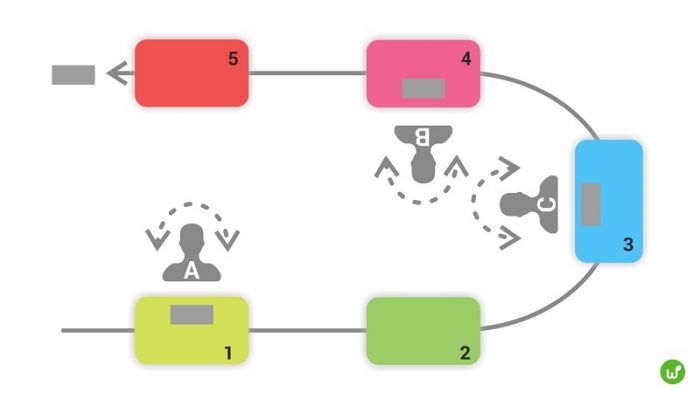
На малюнку видно, як троє робітників А, В і С зайняті на 5 робочих станціях при U‑образному розташуванні конвеєра.
Часто використовується японський принцип Чаку-Чаку. Він є компромісом між повністю ручним виробництвом і автоматизацією. Оператор запускає один із станків, який виготовляє деталь та самостійно її вивантажує, забирає деталь і завантажує її в інший станок.
Згідно з даними американського спеціаліста G.J.Miltenburg, який досліджував 114 компаній в США та Японії в 2001 році, в середньому їх U‑образні осередки складалися з 10,2 робочих станцій та 3,4 операторів. У компаніях, де раніше використовували традиційні конвеєри, продуктивність в середньому зросла на 76%; час, необхідний для виконання основних операцій, зменшився на 86%; кількість бракованої продукції зменшилася на 83%.
Принцип роботи U‑образних осередків
Переваги
- Для роботи потрібно менше операторів, ніж для традиційного конвеєра
- Працівники завдяки навичкам роботи на кількох станках є більш гнучкими, тому можна швидко змінювати завдання для них
- Якщо оператор має надмірне навантаження, або зайнятий не весь час, це легко виявити
- Більше простору в робочій зоні
- Поліпшується безпека праці завдяки відсутності незручних або статичних поз
- Немає додаткових витрат – достатньо розташувати обладнання у потрібному порядку
При розміщенні U‑образного осередку відповідайте на такі запитання:
- Які робочі станції повинні в нього входити?
- Які ризики виникають? Чи можна їх уникнути, попередити або зменшити?
- Які деталі повинні виготовлятися? Які процеси повинні відбуватися?
- Яка буде завантаженість станків?
- Передбачений чи вільний доступ для ремонтників?
- Чи може обладнання працювати автоматично у разі необхідності?
- В якому напрямку повинна працювати осередок?
- Чи потрібен таск-менеджер для команди працівників і якщо потрібен, то в якому форматі?
Передбачте безпеку праці при розміщенні U‑образного осередку
- Забезпечте умови, щоб рух операторів був мінімальним, але й не в одній позі тривалий час
- Устраньте неприємні звуки
- Розгляньте можливість подстелити зручні килимки для ніг, що зменшують втому
- Забезпечте комфортне освітлення
- Використовуйте інструмент 5S для візуалізації робочої зони: лінії, наклейки, щити для інструментів
Щоб скласти план для розміщення U‑образного осередку, потрібні:
- діаграма переміщень оператора, вона ж діаграма Спагетті.
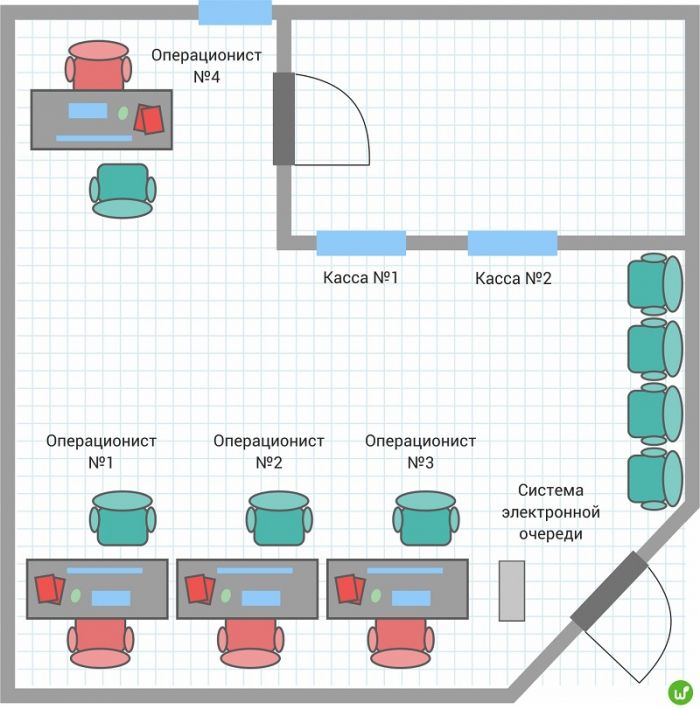
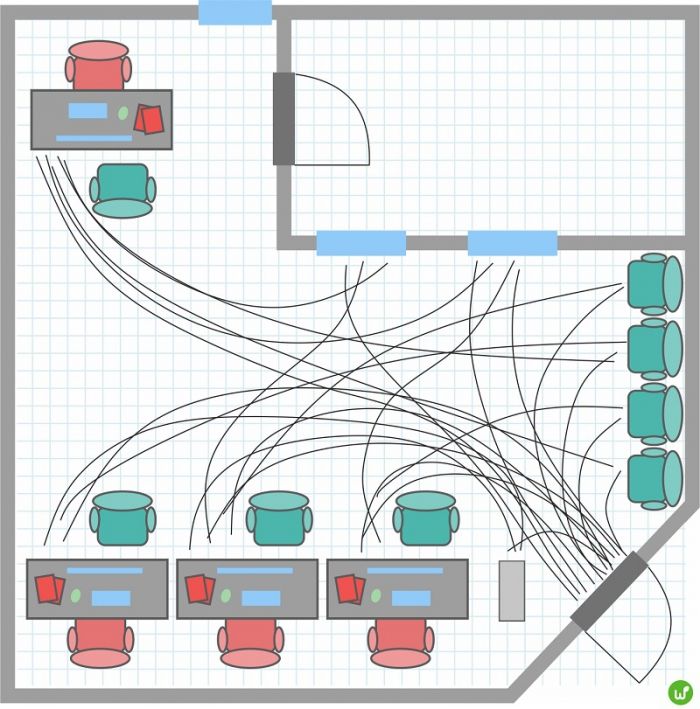
Ось приклад для відділення банку, в якому фіксували переміщення клієнтів
- перелік виконуваних операцій, з розбивкою на автоматичні і ті, що виконуються вручну
- критерії якості
- спеціальні навички
- техніка безпеки
Після складання плану ведіть хронометраж для кожної операції відповідно до діаграми Спагетті. Ці дані знадобляться для складання діаграми Ямадзуми. Вона показує завантаженість операторів, яку можна збалансувати під час такту у випадку нерівномірного розподілу.
Час такту – це термін, через який клієнт хоче отримати першу одиницю готової продукції. Він розраховується як співвідношення всього доступного робочого часу в цей проміжок до потреби замовника – необхідної кількості виробів.
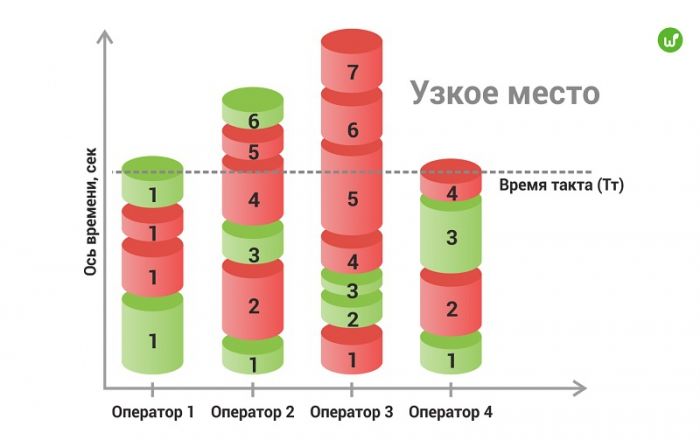
Діаграма Ямадзуми
При балансуванні навантажень можна перерозподілити операції між працівниками, по-різному розмістити станки або використовувати їх в іншій кількості.
Вердикт
U‑образні осередки забезпечують ритмічність потоку і допомагають створювати продукти і послуги у встановлений термін і без надвиробництва. Концепція не вимагає додаткових витрат, достатньо лише згрупувати і розмістити наявне обладнання.
Проте для ефективної роботи U‑осередків потрібні вмілі оператори, які готові до операцій на кількох або навіть усіх станках. Багатофункціональність працівників забезпечує гнучкість рішення: залежно від коливань попиту можна змінювати і кількість операторів.