Всеобучне обслуговування (TPM) або загальний догляд за обладнанням — це підхід до обладнання, при якому воно підтримується в ідеальному робочому стані. Такий підхід притаманний системі кайдзен і бережливому виробництву. TPM— потужний інструмент підвищення продуктивності й важлива частина системи управління проектами на виробництві.
Що таке TPM: визначення та сутність
Всеобучне обслуговування (TPM) — це комплексний підхід до догляду за обладнанням, мета якого — досягнення досконалого виробництва без поломок, зупинок, повільного ходу, браку та нещасних випадків.
В основі TPM проактивний та превентивний догляд для підвищення операційної ефективності обладнання. Система TPM стирає межі між роботою на верстаті та доглядом за ним і наділяє операторів повноваженнями піклуватися про свої верстати. Впровадження програми TPM надає працівникам відповідальність за верстати та стимулює залученість цехового персоналу до підвищення продуктивності.
Як один із підходів бережливого виробництва, TPM складається з трьох компонентів:
Профілактичне обслуговування
+ Загальний контроль якості +
Залученість всіх працівників
Перше використання терміна TPM (Total Productive Maintenance), наприкінці 60‑х років, приписується японській компанії Nippondenso, яка постачала деталями заводи Toyota. Автором системи вважають Сейічі Накаджіму, оскільки він зробив найбільший внесок у її розвиток.
Відмінність від традиційного підходу
При традиційному підході технічне обслуговування та догляд за обладнанням покладаються на сервісний персонал. Спеціалісти з технічного обслуговування займаються поточним доглядом, наладкою та ремонтом верстатів і приладів. При TPM частина функцій сервісного персоналу передається операторам верстатів. Для чого?
По-перше, людина, яка працює на верстаті щодня, раніше за всіх помітить зміни в роботі. При достатньому рівні знань вона вчасно виявить або навіть запобіже поломці. Тому оператори верстатів — найкраще джерело зворотного зв’язку про технічний стан обладнання.
По-друге, піклуючи про верстат, оператор проникається ідеями бережливого виробництва та постійного удосконалення і прагне до кращої якості продукції та високої продуктивності.
Фундамент з п’яти “С”

Організація робочого місця за системою 5С
Система загального догляду за обладнанням основана на фундаменті з п’яти “С”, мета якого — створити чисте організоване робоче середовище.
Кожен співробітник дотримується правил 5С на робочому місці:
- Сортування — прибираємо з робочої зони зайве та звільняємо простір
- Дотримання порядку — організовуємо необхідні предмети, у кожного своє місце
- Збереження в чистоті — наводимо і підтримуємо чистоту в робочій зоні
- Стандартизація — створюємо стандарти для виконання перших трьох пунктів
- Удосконалення — постійно шукаємо способи поліпшити робоче місце.

На такому робочому місці інструменти не втрачаються, а існуючі та потенційні поломки виявляються одразу. Підвищується керованість робочої зони та культура виробництва, працівники пишаються робочим місцем.
5С в офісі — до і після:
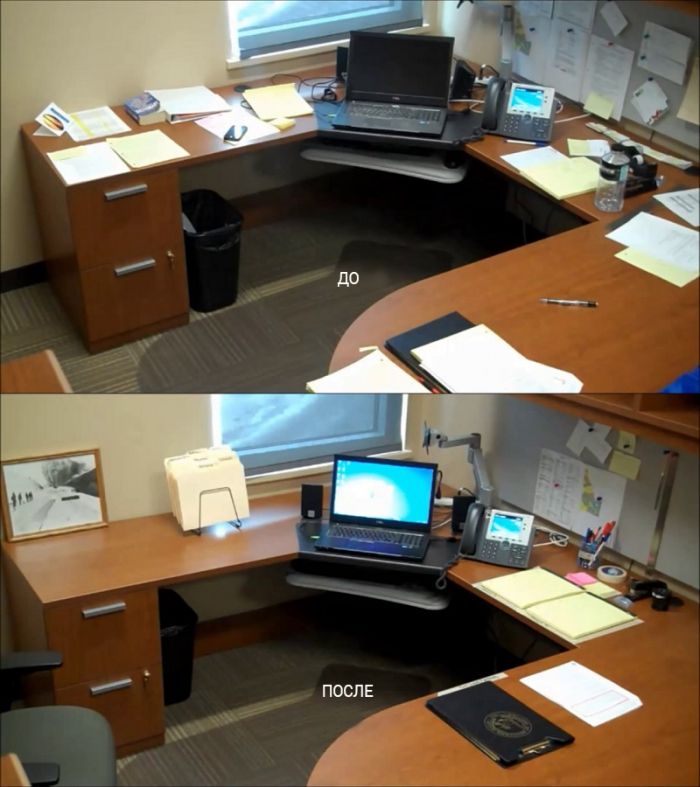
Робоче місце до і після впровадження 5С
Завдання, які вирішує ТРМ
У бережливому виробництві TPM система бореться проти шести видів великих втрат, пов’язаних з обладнанням:
- поломки
- налагодження та регулювання
- холостий хід та дрібні зупинки
- втрати швидкості
- брак і доопрацювання
- пускові втрати
Якщо розглядати управління технічним обслуговуванням обладнання ширше, то ефект від нього в масштабах підприємства наступний:
- підвищує ефективність роботи верстатів
- підвищує продуктивність цеху
- знижує собівартість виробництва
- підвищує якість продукції
Вісім стовпів TPM
В основі Всеобучного обслуговування лежить вісім принципів, або стовпів.
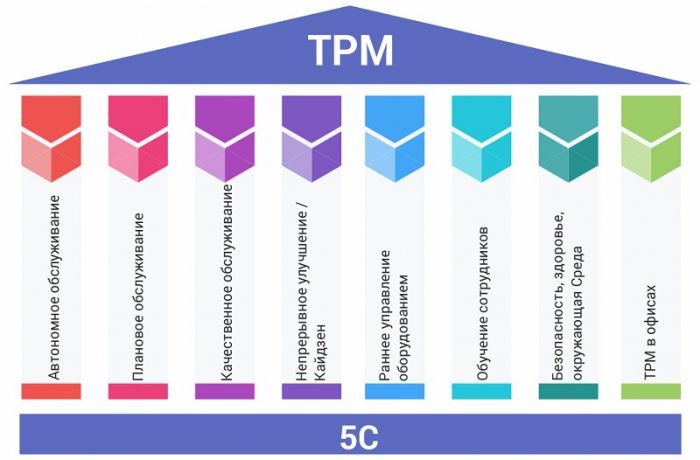
Вісім стовпів TPM
Стовпи | Результати впровадження |
Автономне обслуговування Відповідальність за повсякденний догляд за обладнанням — чищення, змащення, перевірка — лежить на операторах. |
|
Планове обслуговування Обладнання обслуговується за графіком, який складається на основі прогнозованого або розрахункового показника відмов. |
|
Якісне обслуговування Виявлення та попередження помилок вбудовується в виробничий процес. Повторювальні причини дефектів усуваються за допомогою аналізу корінних причин. |
|
Безперервне покращення / Кайдзен Малі групи співробітників проактивно працюють разом, щоб досягти регулярного поступового поліпшення роботи обладнання. |
|
Раннє управління обладнанням Знання та досвід, отримані при TPM існуючого обладнання, використовуються при розробці нового устаткування. |
|
Навчання співробітників Проводяться тренінги та семінари для операторів, сервісного персоналу і лінійних менеджерів, щоб заповнити прогалини в знаннях, необхідних для досягнення цілей TPM. |
|
Безпека, здоров’я, довкілля На виробництві створюється безпечне і здорове робоче середовище. |
|
TPM в офісах Техніки TPM застосовуються до адміністративних функцій. |
|
Основні етапи впровадження ТРМ
Перед вами спрощений алгоритм практичного впровадження TPM на виробництві.
Крок 1 — вибір експериментальної зони
На цьому етапі виберіть обладнання, до якого будете застосовувати TPM. Існує три логіки вибору:
1 — Обладнання, яке простіше за все покращити | |
|
|
2 — Обладнання з обмеженою потужністю / “пляшкове горло” | |
|
|
3 — Проблемне обладнання | |
|
|
Компаніям, у яких немає досвіду в TPM, краще починати з обладнання, яке легше за все поліпшити. Компаніям зі середнім рівнем досвіду та підтримки TPM слід вибрати обмежуюче обладнання або “пляшкове горло”. Щоб зменшити ризики простоїв, потрібно заздалегідь забезпечити тимчасовий запас на період виведення обладнання з роботи. Як не дивно, проблемне обладнання — не найкращий вибір для впровадження TPM.
У виборі обладнання мають бути залучені всі працівники, що мають до нього відношення — оператори, сервісний персонал і менеджери. Група повинна дійти згоди щодо вибору цільового обладнання. Щоб тримати всіх у курсі, повісьте в цеху дошку з планами впровадження проекту та прогресом.
Крок 2 — приведення обладнання в повноцінний робочий стан
На цьому кроці на обладнанні проводиться генеральне прибирання та інша підготовка до покращеної експлуатації. Для цього застосовуються одразу дві концепції — 5С та Автономне обслуговування.
Як впровадити 5С на практиці:
- зробіть фотографії обладнання в його первісному вигляді та повісьте фото на дошку
- прибрати з робочої зони сміття, непотрібні інструменти та деталі
- знайдіть кожному інструменту та пристрою своє місце. Наприклад, розвісьте їх на дошці з контурами інструментів або підказками
- ретельно очистіть верстати та робочу зону від бруду, пилу, протікань масла тощо.
- зробіть фотографію результату і помістіть фото на дошку
- складіть простий чек-лист для робочої зони, щоб стандартизувати догляд за нею
- складіть графік перевірок пунктів чек-листа — спочатку щоденних, згодом — тижневих. Оптимізуйте чек-лист, якщо це необхідно.
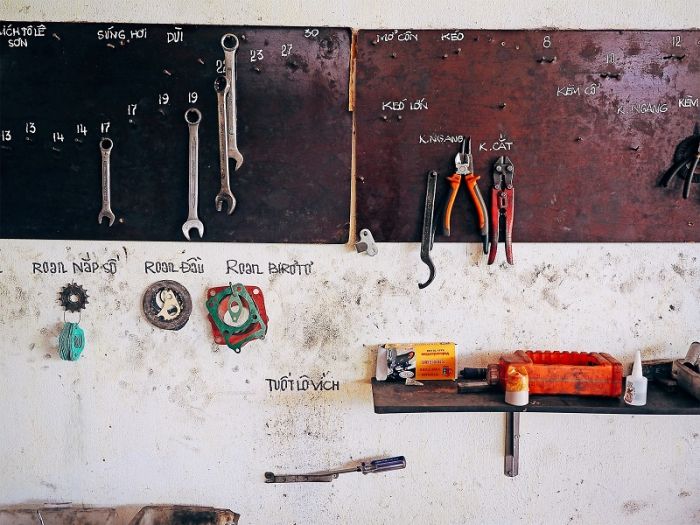
Приклад організації інструментів
Після освоєння 5С розгортайте програму Автономного обслуговування. Разом з операторами та сервісним персоналом визначте, які рутинні завдання з догляду за обладнанням можуть виконати оператори. Можливо, їх потрібно буде навчити виконувати ці завдання.
Переходьте на Автономне обслуговування за таким алгоритмом:
- Контрольні точки. Визначте та задокументуйте ключові контрольні точки обладнання — тобто ті частини верстата, які потрібно перевіряти щодня перед запуском. Обов’язково включіть до списку всі зношувані деталі. Зробіть карту контрольних точок верстата в якості наочного посібника для оператора.
- Видимість. Якщо контрольні точки закриті, замініть захисні деталі на прозорі, якщо це можливо і безпечно.
- Точки налаштування. Визначте та задокументуйте всі точки налаштування обладнання разом з потрібними значеннями. Постарайтеся нанести ці налаштування прямо на обладнання, як підказку під час перевірки.
- Точки змащення. Визначте та задокументуйте всі точки змащення обладнання. Складіть графік змащення так, щоб воно падало на зміну або інші планові зупинки обладнання. Подумайте, як винести назовні важкодоступні точки змащення, щоб їх можна було обробити без зупинки обладнання.
- Навчання операторів. Навчіть операторів виявляти аномалії і повідомляти про них лінійним менеджерам.
- Чек-лист. Складіть простий список заходів по Автономному обслуговуванню, що включає всі контрольні точки, точки налаштування, змащення та інші завдання з обслуговування, контрольовані операторами.
- Аудит. Складіть графік перевірок виконання пунктів чек-листа. Перевіряйте дотримання чек-листа спочатку щодня, потім щотижня. Оптимізуйте чек-лист у процесі.
Крок 3 — вимірювання Загальної ефективності обладнання
Загальна ефективність обладнання (OEE) або Overall Equipment Effectiveness — показник, який визначає частку планового виробничого часу, яке насправді було продуктивним.
Ця метрика спеціально розроблена для підтримки заходів TPM і стеження за просуванням до “досконалого виробництва”.
OEE=100% — досконале виробництвоOEE=85% — високий стандарт для дискретних виробників
OEE=60% — типовий показник для дискретних виробників
OEE=40% — не рідкісний результат для дискретних виробників, які не застосовують TPM та бережливе виробництво
На цьому етапі створюється система для моніторингу OEE цільового обладнання. Ця система може бути ручною або автоматичною, проте вона повинна берегти причини незапланованих зупинок обладнання.
В більшості випадків незаплановані простої обладнання є причиною
найбільших втрат.
Тому важливо категоризувати кожен незапланований простій, щоб отримати ясну картину того, де втрачається продуктивний час. У деяких випадках причину простою виявити не вдасться, і такі ситуації потрібно винести в окрему категорію.
Дані потрібно збирати не менше двох тижнів. Тільки так можна встановити повторювальні причини простоїв, вплив коротких зупинок і повільних циклів обладнання на загальну продуктивність. Перевіряйте дані кожну зміну, щоб переконатися, що вони достовірні і причини зупинок визначені правильно.
Крок 4 — ліквідація основних втрат
На цьому кроці за допомогою стратегії Кайдзен усуваються найзначніші джерела втрат продуктивного часу за таким алгоритмом:
- Виберіть втрату. На основі показника OEE та даних про простої, виберіть одну головну втрату часу, першу в черзі на усунення. У більшості випадків найбільша втрата буде основним джерелом незапланованих простоїв.
- Створіть команду. Сформуйте крос-функціональну команду для розв’язання проблеми. Команда має включати 4 – 6 співробітників — операторів, сервісний персонал, менеджерів — які добре знають обладнання і зможуть злагоджено працювати разом.
- Зберіть інформацію. Зберіть детальну інформацію про ознаки проблеми, включаючи спостереження, фізичні докази та фотографії.
- Організуйте. Організуйте зустріч, щоб системно підійти до вирішення проблеми:
+ визначте можливі причини проблеми
+ оцініть ймовірні причини на основі зібраної інформації
+ визначте найефективніші способи вирішення - Складіть графік. Складіть графік планових простоїв верстатів, щоб впровадити схвалені рішення. Якщо на підприємстві вже діє процес управління змінами, обов’язково використовуйте цей процес при реалізації виправлень.
- Перезапуск. Перезапустіть виробництво і оцініть ефективність внесених змін. Якщо результат позитивний, задокументуйте його і рухайтеся до наступної втрати. Якщо ситуація не змінилася, зберіть добавкову інформацію і проведіть ще одну сесію для вирішення проблеми.
На кожному етапі вимірюйте OEE, щоб перевірити статус втрат, які вже були усунені, і контролювати загальне покращення продуктивності.
Крок 5 — впровадження методів профілактичного обслуговування
На цьому кроці профілактичне обслуговування інтегрується в програму догляду за обладнанням. Спочатку визначте компоненти верстатів, які підлягають профілактичному обслуговуванню.
Це можуть бути:
- деталі, які зношуються
- деталі, які виходять з ладу
- точки концентрації напруг
Наступним кроком затвердіть інтервали профілактичного обслуговування:
- для зношуваних частин встановіть поточний рівень зносу та базовий інтервал заміни
- для деталей з прогнозованим виходом з ладу визначте базовий інтервал поломок
- складіть графік планового обслуговування за профілактичною заміною всіх зношуваних і вихідних з ладу компонентів на основі часу роботи обладнання
- створіть стандартний процес формування робочих замовлень на основі графіка планового обслуговування.
Далі розробіть систему зворотного зв’язку, щоб оптимізувати інтервали обслуговування. Для цього заведення журнал, в який заносите всі зношувані та ламаючі деталі. Зазначайте в ньому факти заміни деталей та їх стан на момент заміни. Вносьте туди позапланові заміни чи не враховані компоненти верстатів, щоб оптимізувати графік планового обслуговування.
У цьому алгоритмі впровадження TPM враховані лише деякі з стовпів методології, інші ж залишилися за кадром. Впроваджувати їх слід по черзі, попередньо розставивши пріоритети для конкретного виробництва.
Результати TPM на виробничих підприємствах
Розгортання програми TPM зменшує втрати, пов’язані з обладнанням: брак, простої, повільний хід, переналадки, доопрацювання та переробка.
Вже через 6 – 12 місяців після впровадження загального догляду за обладнанням виробниче підприємство досягає таких результатів:
- підвищення якості продукції на 20 – 25%
- скорочення скарг від споживачів
- зменшення витрат на технічне обслуговування верстатів на 10 – 50%
- збільшення продуктивності обладнання
- скорочення позапланового ремонту
- зменшення часу простою
- збільшення потужностей заводу
- зниження собівартості виробництва
- повна ліквідація дефектів, пов’язаних з обладнанням
- зростання задоволеності працівників роботою
- збільшення окупності інвестицій
- зменшення запасів продукції на складах
- зниження аварійності на виробництві
Практичні приклади використання методу TPM
Японський інститут технічного обслуговування заводів (JIPM) щорічно проводить аудит компаній на кращі досягнення в сфері Всеобучного обслуговування за межами Японії. За сорок років всього 20 компаній потрапляли до списку переможців.
Завод холодильного обладнання Arçelik

Цех заводу Arçelik в Туреччині
У 2016 році найвищу нагороду за першокласні досягнення в сфері TPM отримав турецький завод холодильного обладнання Arçelik, материнська компанія бренду Beko. Це перший завод, що виробляє побутову техніку, який отримав премію JIPM. До такого результату завод йшов 15 років. Після впровадження загального догляду за обладнанням у 2002 році керівництво не відступало від цієї стратегії, а працівники були залучені на всіх рівнях.
Заводи з виробництва упаковки Tetra Pak

Цех заводу Tetra Pak в Сербії
Заводи компанії Tetra Pak — рекордсмени з кількості премій у сфері загального догляду за обладнанням. За останні 12 років вони отримали понад 70 нагород. Корпорація перейшла на TPM ще в 1999 році і за цей час розгорнула його на всі заводи своєї мережі.
Вердикт
Концепція Всеобучного обслуговування — основа успіху виробничих компаній.
Цех — це місце, де втілюється якість продукції, а його важко досягти, використовуючи верстати та інструменти в незадовільному технічному стані.
Загальний догляд за обладнанням витискає з верстатів максимум продуктивності при нормальному режимі експлуатації та збереженні працездатності на тривалий термін. Ідеально працююче обладнання, яке ремонтується ще до того, як зламалося, економить час, знижує собівартість і мотивує працівників.