Ячейки — отдельные группы работников или машин, которые созданы для поддержания постоянного потока. Это предполагает непрерывную последовательность процессов, где нет перепроизводства и задержек.
Как и многие другие методологии и практики Lean, производственные ячейки начали применяться благодаря производственной системе Toyota в конце 1950-х годов. Они являются частью концепции Точно в срок: движение товаров, материалов и услуг происходит только тогда, когда оно необходимо для рабочего процесса.
Ячейка сотрудников в офисе — это группа тренированных специалистов, которые подготовлены для быстрого решения ряда задач или работы с определенными клиентами.
Разница между традиционным конвейером и U-образной ячейкой
Типичный конвейер — это последовательность станков, в которой сырье превращается в готовую продукцию.
Материал находится некоторое время у станка, пока совершается ряд задач. Операторы закреплены за определенной рабочей станцией или несколькими. Обычно станки на конвейере размещены в виде прямой линии. Сырье прибывает с одного конца и в виде готовой продукции покидает конвейер с другого конца.
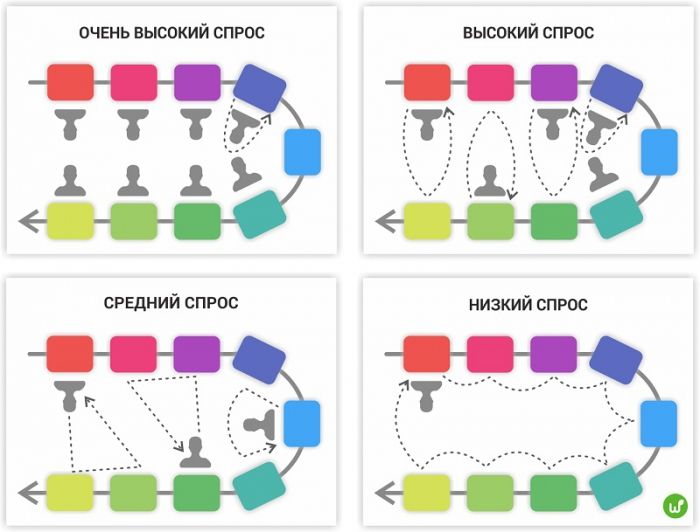
U-образные ячейки являются более гибкими при изменениях спроса и уровня производства в сравнении с традиционными конвейерами.
На рисунке ниже мы видим, как при очень высоком спросе оператор прикреплен к каждому станку. С уменьшением спроса (высокий, средний и низкий) можно сокращать и количество работников до 5, затем 3 и вовсе до 1.
Движение «сырье-готовая продукция» происходит на каждой из сторон U-образного конвейера
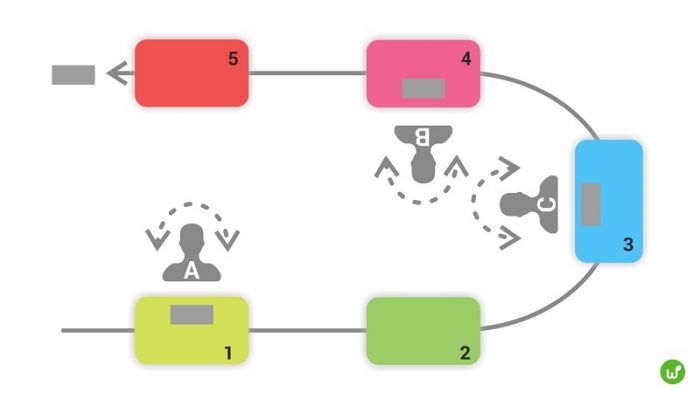
На рисунке видно, как трое рабочих А, В и С заняты на 5 рабочих станциях при U-образном размещении конвейера.
Часто используется японский принцип Чаку-Чаку. Он является компромиссом между полностью ручным производством и автоматизацией. Оператор запускает один из станков, который производит деталь и сам ее выгружает, забирает деталь и загружает ее в другой станок.
Согласно данным американского специалиста G.J.Miltenburg, который исследовал 114 компаний в США и Японии в 2001 году, в среднем их U-образные ячейки состояли из 10,2 рабочих станций и 3,4 операторов. В компаниях, где ранее использовали традиционные конвейеры, продуктивность в среднем выросла на 76%; время, необходимое на совершение главных операций, снизилось на 86%; количество брака упало на 83%.
Принцип работы U-образных ячеек
Преимущества
- Для работы требуется меньшее количество операторов, чем для традиционного конвейера
- Работники благодаря навыкам работы на нескольких станках являются более гибкими, поэтому можно быстро менять задания для них
- Если оператор имеет чрезмерную нагрузку, либо занят не все время, это легко выявить
- Больше пространства в рабочей зоне
- Улучшается безопасность труда благодаря отсутствию неудобных или статических поз
- Нет дополнительных затрат — достаточно расположить оборудование в нужном порядке
При размещении U-образной ячейки ответьте на такие вопросы:
- Какие рабочие станции должны в нее войти?
- Какие риски появляются? Можно ли их избежать, предупредить или снизить?
- Какие детали должны производиться? Какие процессы должны происходить?
- Какая будет загрузка станков?
- Предусмотрен ли свободный доступ для ремонтников?
- Может ли оборудование работать автоматически в случае необходимости?
- В каком направлении должна работать ячейка?
- Нужен ли таск-менеджер для команды работников и если нужен, то в каком формате?
Предусмотрите безопасность труда при размещении U-образной ячейки
- Обеспечьте условия, чтобы движение операторов должно быть минимальным, но и не в одной позе длительное время
- Устраните неприятные звуки
- Рассмотрите возможность подстелить удобные коврики для ног, снижающие усталость
- Обеспечьте комфортное освещение
- Используйте инструмент 5S для визуализации рабочей зоны: линии, наклейки, щиты для инструментов
Чтобы составить план для размещения U-образной ячейки, требуются:
- диаграмма перемещений оператора, она же диаграмма Спагетти.
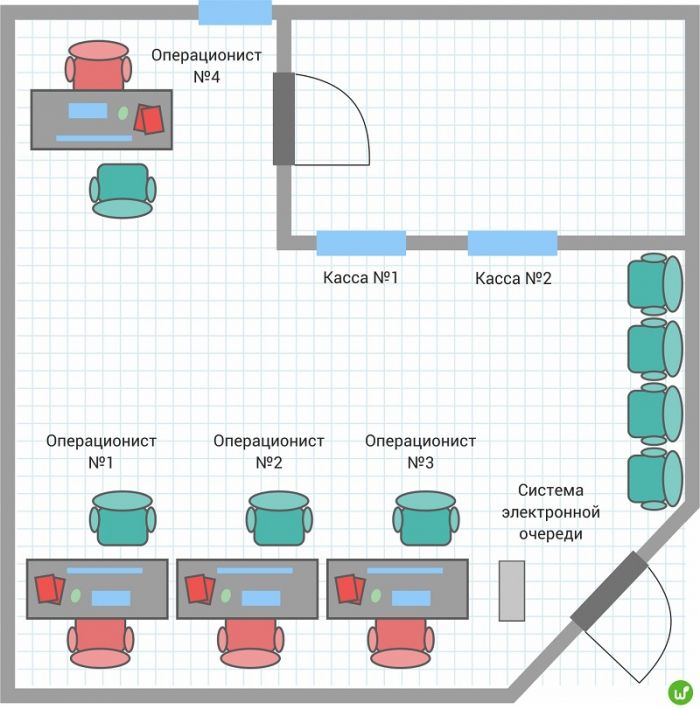
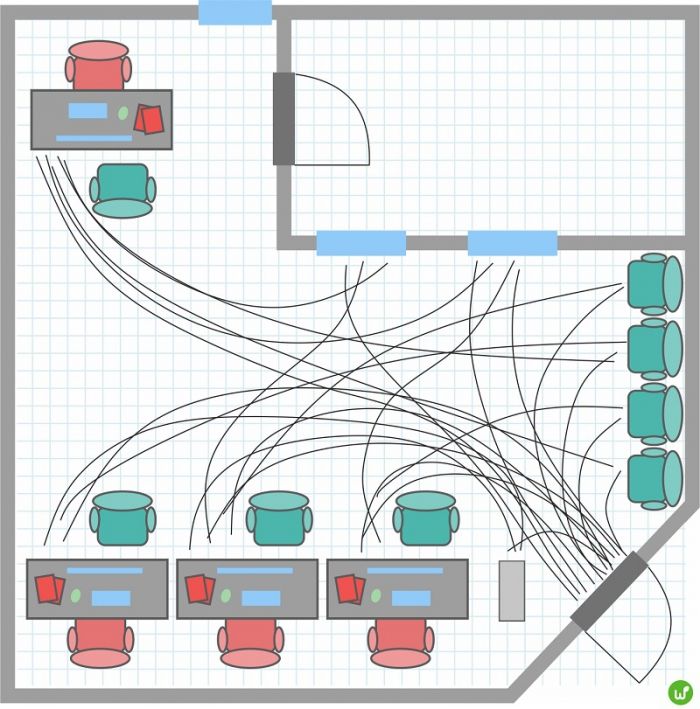
Вот пример для отделения банка, в котором фиксировали перемещения клиентов
- перечень выполняемых операций, с разбивкой на автоматические и выполняемые вручную
- критерии качества
- специальные навыки
- техника безопасности
После составления плана ведите хронометраж для каждой операции в соответствии с диаграммой Спагетти. Эти данные потребуются для составления диаграммы Ямадзуми. Она показывает загрузку операторов, которую можно сбалансировать под время такта в случае неравномерного распределения.
Время такта — это срок, через который клиент хочет получить первую единицу готовой продукции. Оно рассчитывается как соотношение всего доступного рабочего времени в этот интервал к потребности заказчика — необходимому количеству изделий.
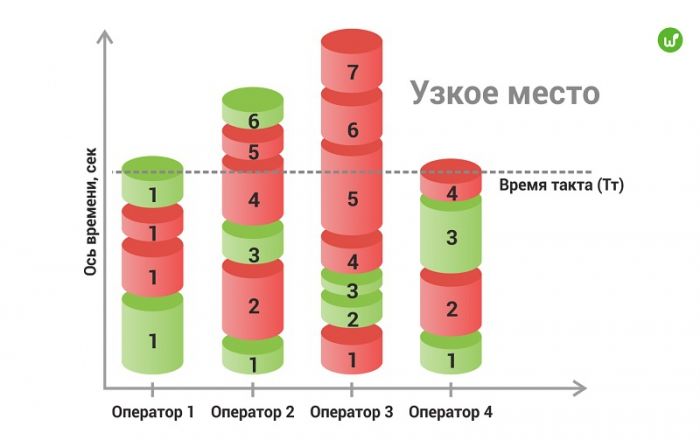
Диаграмма Ямадзуми
При балансировке нагрузок можно перераспределить операции между работниками, по-разному расположить станки или использовать их в другом количестве.
Вердикт
U-образные ячейки обеспечивают ритмичность потока и помогают создавать продукты и услуги в установленный срок и без перепроизводства. Концепция не требует дополнительных затрат, достаточно лишь сгруппировать и разместить имеющееся оборудование.
Однако для эффективной работы U-ячеек нужны умелые операторы, которые готовы к операциям на нескольких или даже всех станках. Многофункциональность работников обеспечивает гибкость решения: в зависимости от колебаний спроса можно менять и число операторов.